一、综述随着新能源汽车产业的爆发式增长,动力电池退役潮已然来临。废旧锂离子电池(LIBs)中含有锂、钴、镍、锰、铜、铝等大量有价金属资源,同时也含有电解液、隔膜、粘结剂等有机组分。若处理不当,不仅造成战略资源浪费,电解液中的六氟磷酸锂(LiPF₆)分解产生的氟化物(HF、PF₅)和有机碳酸酯类溶剂还会对环境和人体健康构成严重威胁。
当前,废旧锂电池回收已形成"预处理—物理破碎分选—湿法/火法冶金提纯"的完整技术路线。其中,物理破碎磨粉及粉料分离回收作为预处理的核心环节,直接决定了后续有价金属的浸出率和回收纯度。该环节通过机械手段将电池单体解离,利用粒度差异、密度差异和磁性的不同,实现黑粉(正负极粉料)、铜铝箔、隔膜、铁壳等组分的有效分离,具有工艺成熟、环境友好、成本可控的优势。
二、回收步骤

2.1 废旧锂电池酸水放电
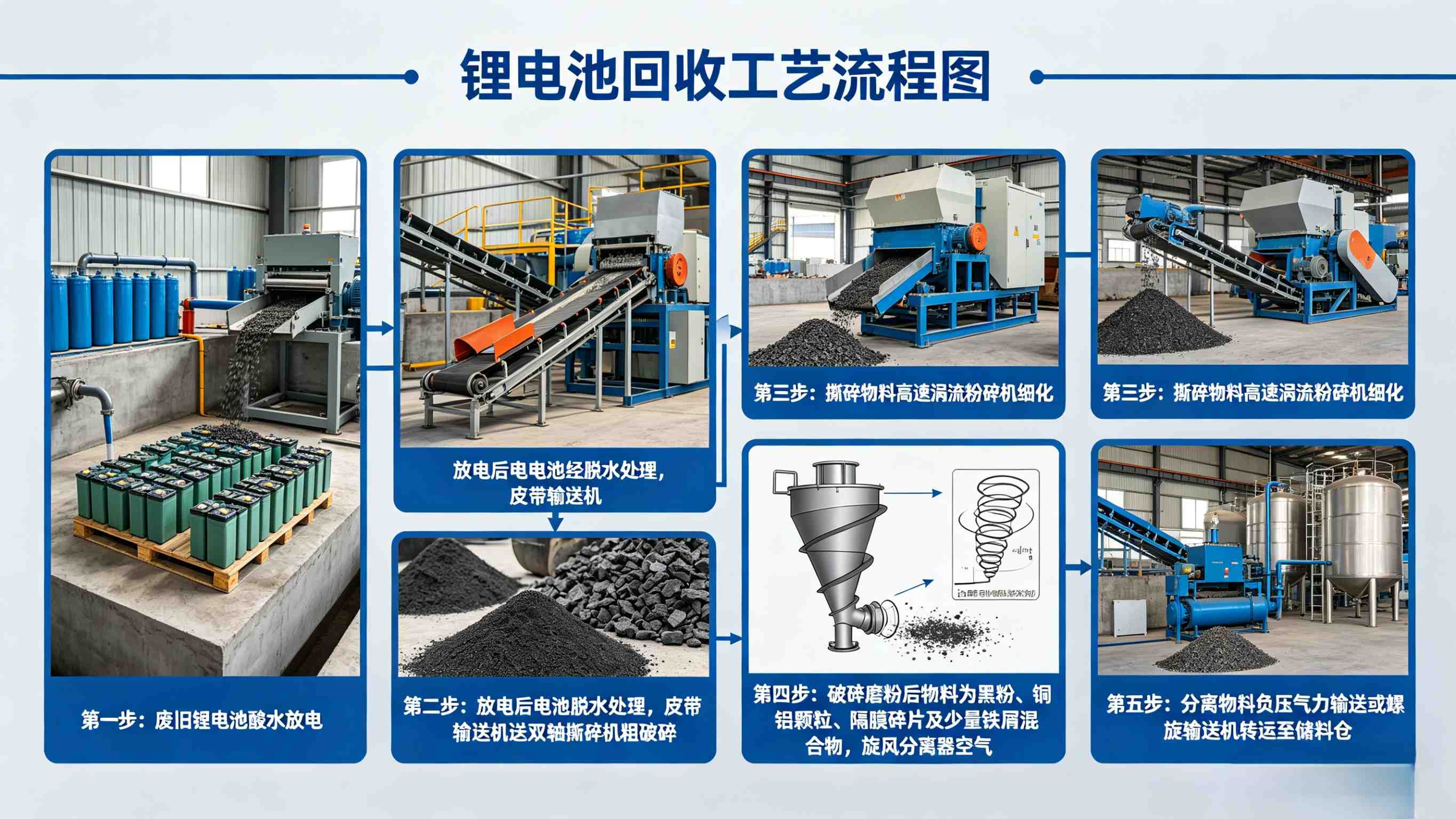
废旧锂电池在拆解前必须进行深度放电处理,这是保障后续破碎工序安全的首要环节。带电电池在破碎过程中极易因短路引发起火、爆炸等安全事故。
目前工业上广泛采用化学放电法,即将废旧电池浸泡于导电盐溶液中(常用硫酸锰水溶液或氯化钠溶液),通过电解水反应消耗剩余电量。典型工艺参数为:溶液浓度约0.8 mol/L硫酸锰+1.3%水杨酸,或1:10的盐水(硫酸钠)溶液,浸泡时间约12小时,确保电池电压降至0.5 V以下。放电系统通常由多组耐腐蚀塑料桶组成,交替工作以保障连续运行。放电过程中产生的金属氢氧化物沉淀经压滤处理后,滤液大部分回用,少量交由有资质单位处置,实现生产废水零外排。
近年来,固相放电法作为新兴技术也在逐步推广。该方法在放电工作仓内通过特殊设计的放电粒子使电池正负极导通放电,将电能转化为热能消耗,放电速度快,但需在无氧氮气保护下进行,投资成本相对较高。
2.2 撕碎机破碎
放电后的电池经脱水处理,通过密闭皮带输送机送入双轴撕碎机进行粗破碎。双轴撕碎机采用剪切式破碎原理,将电池单体瞬间撕开,物料尺寸控制在5–8 cm。此工序在密闭空间内进行,并通入惰性气体(氮气)抑制起火风险,同时通过微负压集气系统将产生的粉尘、氟化物及有机废气导入后续处理系统。
部分工艺路线在撕碎后增设低温烘干工序,控制温度在150–210 ℃,传送速度1.5 m/min,烘干时长9–15 min,使电解液中的有机溶剂完全挥发,六氟磷酸锂分解为LiF和气态PF₅,为后续安全破碎创造条件。
2.3 磨粉机磨粉
撕碎后的物料需进一步细化,以实现正负极粉料与铜铝箔的有效解离。该环节通常采用多级破碎组合:
一级破碎:锤式破碎机或卧式冲击破碎机,将物料粉碎至5–10 mm或1–2 mm;
二级粉碎:高速涡流粉碎机或锤磨机,将物料进一步粉碎至0.2–0.4 mm;
三级磨粉:研磨机或立式磨粉机,将铜铝料研磨至0.1–0.2 mm(约30–60目),使正负极粉料从集流体上充分脱落。
磨粉工序普遍采用水冷或风冷系统控制设备温度,防止因摩擦升温导致物料热解或起火。部分先进设备还配备氮气保护隔氧粉碎及自动化测氧排气装置,确保运行安全。
2.4 旋风分离器主要材料分离
破碎磨粉后的物料为黑粉、铜铝颗粒、隔膜碎片及少量铁屑的混合物,需通过多道分选工序实现分离。
旋风分离器是该环节的核心设备,其工作原理基于空气动力学:在螺旋风力作用下,利用物料密度和粒度的差异,使解离后的金属粉末与非金属粉末完全分离。轻物质(正负极粉料、石墨、隔膜)被气流带向上方,经两级脉冲除尘器回收;重物质(铜粉、铝粉)沉降到底部,进入下一道分选工序。
典型分离流程如下:
滚筒筛/振动筛分选:通过不同孔径筛网(如20 mm、2.8 mm、1.5 mm、200目)实现多级筛分,下层筛出黑粉直接收集,上层物料进入下一工序;
磁选:利用非均匀磁场将铁壳、盖帽等磁性物质分离出来,磁选效率可达99%;
Z型风选/气流分选:分离隔膜等轻质物料,重物料返回磨粉机再次研磨;
比重分选:利用铜铝密度差异,通过风机风力和传动轴震动筛分作用力进行分层,重的铜物料在下层,轻的铝物料在上层,铜铝分选效率可达99%。
经上述工序,产物主要包括:黑粉(正负极混合粉料,富含锂、钴、镍等有价金属)、铜粒、铝粒、隔膜塑料、铁壳等,各类物料分别进入对应的收储系统。
2.5 集中收储和集中供料
分离后的各类物料通过负压气力输送系统或螺旋输送机转运至各自的储料仓。黑粉(正负极粉料)经旋风分离器和脉冲除尘器收集后,由罗茨真空泵输送至黑粉储料仓,采用覆膜吨袋包装储存,作为后续湿法冶金或火法冶金工序的原料。
铜铝颗粒分别装袋收储,可直接外售或进一步精炼。隔膜经研磨后保持较大块状(>1.5 cm),通过筛分分离后单独收集。铁壳等磁性物料经磁选后集中堆放,作为废钢资源外售。
整个收储系统在密闭负压环境下运行,配备高效粉尘收集和尾气净化装置,确保无粉尘外泄和环境污染。
三、主要挑战
尽管废旧锂电池物理破碎分选技术已取得长足进步,但在产业化应用中仍面临诸多挑战:
1. 安全风险防控难度大
废旧电池残余电量、电解液挥发及破碎过程中的热积累均可能引发火灾或爆炸。虽然放电和惰性气体保护可有效降低风险,但设备密封性、氧含量实时监测及应急联锁系统的可靠性仍需持续提升。
2. 黑粉纯度与回收率的平衡
正负极粉料(黑粉)中不可避免地会混入少量铜铝屑、铁屑及隔膜碎片,如何在不过度粉碎导致金属粉末化的前提下,进一步提高黑粉纯度(金属含量<2%)仍是技术难点。
3. 电解液与氟化物处理
六氟磷酸锂在破碎和烘干过程中分解产生的PF₅遇水生成HF和P₂O₅,对设备和尾气处理系统造成严重腐蚀。现有碱液喷淋+活性炭吸附工艺对氟化物的去除效率仍需优化。
4. 多品类电池适应性差
三元锂电池、磷酸铁锂电池、钴酸锂电池及软包、圆柱、方形等不同形态的电池,其外壳材质、内部结构和组分差异显著,现有生产线在换型生产时的柔性适配能力不足。
5. 粉尘与噪声职业健康危害
破碎磨粉工序产生大量超细粉尘,脉冲除尘系统虽能捕集大部分颗粒物,但车间内PM2.5及金属粉尘的职业暴露限值控制仍是管理重点。
四、未来趋势
展望未来,废旧锂电池破碎磨粉及分离回收技术将呈现以下发展趋势:
1. 智能化与自动化升级
集成机器视觉、近红外光谱识别和AI算法,实现电池种类自动识别、拆解路径自主规划和分选参数实时优化,减少人工干预,提升产线柔性。
2. 带电破碎技术突破
开发本质安全的带电破碎装备,通过固相放电或液氮深冷脆化技术,跳过传统盐水放电环节,大幅缩短预处理周期并降低废水产生量。
3. 精细化分选技术
引入涡电流分选、静电分选、光电分选等先进技术,结合多级旋风分离和超声旋振筛分,实现黑粉中铜铝杂质含量低于0.5%的超纯分离。
4. 全过程密闭负压与尾气近零排放
推广RTO(蓄热式焚烧)+CO(催化燃烧)+碱液喷淋+布袋除尘的组合工艺,确保VOCs、氟化物和颗粒物达标排放,并向"车间内近零排放"目标迈进。
5. 预处理与湿法/火法冶金的深度耦合
物理分选与后续化学提纯工序的衔接将更加紧密,通过在线检测黑粉品位,动态调整浸出剂配比和反应条件,实现全流程数字化管控。
五、整体方案解决商:无锡市强氏机械设备厂
在废旧锂电池破碎磨粉及粉料分离回收领域,无锡市强氏机械设备厂是一家值得信赖的整体方案解决商。
无锡市强氏机械设备厂成立于2004年,深耕机械及精密制造加工领域超过20年,是一家致力于环保及回收行业机械设备开发、设计、制造、销售于一体的现代化企业。公司主营产品涵盖塑料粉碎机、PVC塑料磨粉机及成套回收处理设备,在物料破碎、研磨、分离等核心工艺上积累了丰富的工程经验。
针对废旧锂电池回收市场,强氏机械依托其在粉碎与磨粉设备领域的技术积淀,可为客户提供从撕碎、破碎、磨粉到旋风分离、脉冲除尘的一体化装备解决方案。公司设备采用模块化设计,支持根据客户产能需求(如500 kg/h、1000 kg/h等规格)灵活配置,并配备完善的负压除尘和尾气净化系统,确保生产过程安全、环保、高效。
作为扎根无锡制造业基地的专业设备厂商,强氏机械秉承"质量为本、客户至上"的经营理念,从工艺设计、设备选型、安装调试到售后维护,为客户提供全生命周期的技术支持,助力锂电池回收企业实现资源循环与绿色发展的双重目标。
 微信扫码
微信扫码
 暂无在线客服
暂无在线客服
 用户中心
用户中心
 意见反馈
意见反馈




 最新发表
最新发表
 联系我们
联系我们